Возможности
Сварка (стандарты EN 1090-2 EXC2 / ISO 3834)
Egesten Met выполняет сварку стальных конструкций в соответствии со стандартом EN 1090-2, класс точности EXC2, а также контролирует качество сварочных процессов в соответствии с требованиями ISO 3834. Основной используемый метод — сварка MIG. Перед выполнением сварки соблюдаются инструкции WPS (Welding Procedure Specification), на основе которых составляется WPQR (Welding Procedure Qualification Record), а каждый сварщик имеет квалификацию согласно стандарту EN ISO 9606-1. Визуальный и, при необходимости, неразрушающий контроль (NDT — например, магнитопорошковый или ультразвуковой) сварных швов обеспечивает прочность соединений и соответствие проектной документации.


Плазменная резка (Системы CNC Hypertherm)
Плазменная резка с ЧПУ выполняется на установках Hypertherm Powermax или аналогичных высокоточных станках. Максимальная толщина реза составляет до 30 мм для черной стали и около 15 мм для нержавеющей стали.
Входные файлы для резки — это чертежи в форматах .dxf или .dwg, на основе которых осуществляется оптимизация размещения деталей (нестинг) и подбор скорости реза.
Плазменная резка обеспечивает минимальную термическую деформацию даже при сложных контурах и отверстиях. При необходимости выполняется последующая зачистка кромок (без заусенцев), подготавливая детали к гибке или сварке.
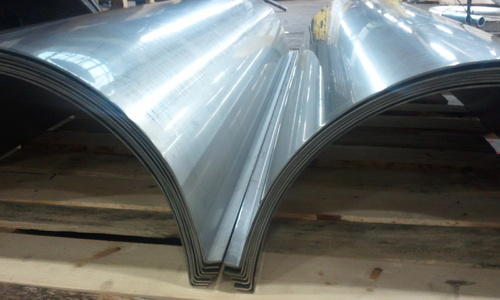
Гибка листового металла (Серво-пресс с ЧПУ, 100–160 тонн)
Гибка выполняется на серво-прессах с ЧПУ (например, Amada, LVD или Bystronic) с рабочей шириной до 3000 мм и усилием до 160 тонн. Программа управляет последовательностью гибов, сменой инструмента и автоматически компенсирует упругость материала (springback). Используются стандартизированные V- и U-матрицы с адаптированными насадками для прямолинейных и угловых элементов (например, U-профили, коробчатые конструкции, замковые соединения).
Радиус гиба и угол рассчитываются в соответствии с толщиной материала, пределом текучести и минимальными радиусами гиба (по стандартам DIN).

Резка листового металла (Гильотина / возможно — лазер с ЧПУ)
Гильотинная резка выполняется на гидравлическом прессе для листов толщиной до 6 мм (черная сталь) и 4 мм (нержавейка), с длиной реза до 3 метров.
Рез обеспечивает прямую и точную кромку без сильных деформаций. Лист фиксируется пневматическими зажимами, чтобы предотвратить смещение и перекос во время работы. Резка производится по чертежам, и при необходимости комбинируется с операциями штамповки или сверления. При наличии лазера с ЧПУ возможно выполнение еще более точной и сложной резки, включая внутренние отверстия и разметку.
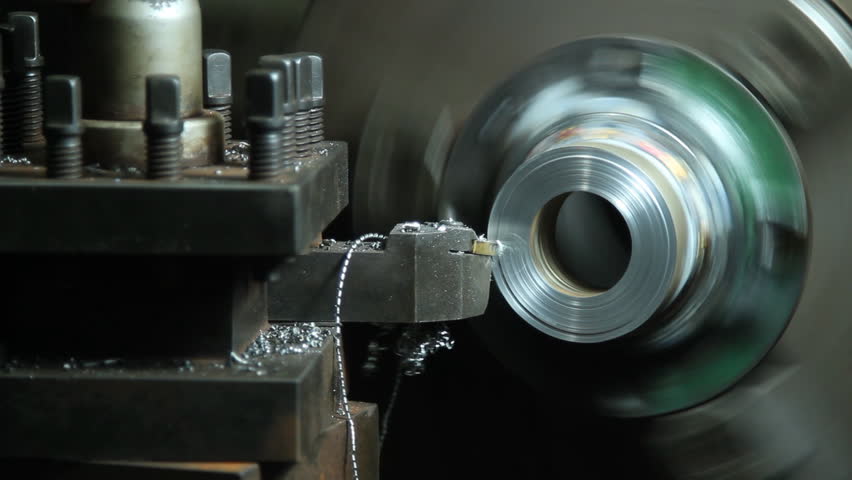
Токарная обработка – вручную (одиночные и малосерийные точные детали)
Ручная токарная обработка особенно подходит для изготовления отдельных деталей, прототипов и мелких партий, где требуется гибкость, точность и оперативность. Мы обрабатываем следующие материалы: углеродистая сталь S235/S355, нержавеющая сталь (например, 1.4301), алюминий, медь, а также пластики (например, POM, PEHD). Оборудование включает универсальные горизонтальные токарные станки, позволяющие обрабатывать детали диаметром до ~400 мм и длиной до ~1000 мм (уточняется в зависимости от станка).
Типовые операции:
Цилиндрическая и ступенчатая токарная обработка
Конусные поверхности
Нарезание внутренней и внешней резьбы (M, G, UN)
Концы валов, уступы, канавки
Расточка отверстий и посадки
Все детали изготавливаются по техническим чертежам или образцам клиента. При необходимости измерения проводятся штангенциркулями, микрометрами и с учетом допусков по классам точности IT6–IT8.
Ручная обработка эффективна, когда сложность детали не оправдывает настройку оборудования для ЧПУ.

Покраска
Защита и отделка металлических поверхностей выполняется методом мокрой покраски. Перед этим производится стандартная подготовка поверхности, например, фосфатирование или пескоструйная обработка.