Võimalused
Keevitus (EN 1090-2 EXC2 / ISO 3834 standardid)
Egesten Met viib läbi teraskonstruktsioonide keevitust vastavalt standardile EN 1090-2 täpsusklassis EXC2 ning omab keevitusprotsesside kvaliteedikontrolli vastavalt ISO 3834 nõuetele. Kasutusel on peamiselt MIG-keevitusprotsess. Keevitustöödele eelneb WPS-i (Welding Procedure Specification) järgimine, mille alusel on koostatud WPQR (Welding Procedure Qualification Record) ja iga keevitaja on kvalifitseeritud vastavalt EN ISO 9606-1 standardile. Keevitusõmbluste visuaalne ja vajadusel mittepurustav kontroll (NDT – nt magnetpulber- või ultrahelitest) tagab keevitusliite tugevuse ja vastavuse projektidokumentatsioonile.


Plasmalõikused (CNC Hypertherm süsteemid)
CNC-plasmalõikus teostatakse Hypertherm Powermax või sarnasel kõrge täpsusega plasmalõikuspingil, mille lõikevõime ulatub kuni 30 mm mustal terasel ja ~15 mm roostevabal. Lõikefailide sisendiks on .dxf- või .dwg-formaadis CAD-joonised, mille põhjal optimeeritakse lehekasutus (nestimine) ja lõikekiirus. Plasmaprotsess võimaldab väikese termilise deformatsiooniga lõiget ka peenete kontuuride ja avade puhul. Vajadusel toimub pärast lõikust järelpuhastus (särgivaba serv), et valmistada detailid ette kas painutuseks või keevituseks.
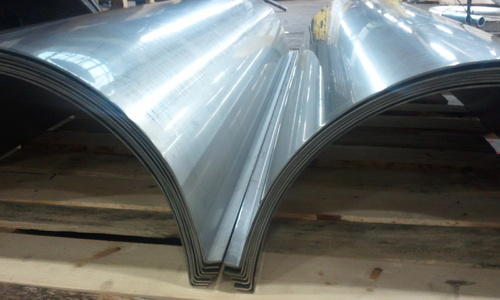
Lehtmetalli painutamine (CNC servopress, 100–160 tonni)
Painutamine toimub CNC-juhtimisega servopressil (nt Amada, LVD või Bystronic) kuni 3000 mm töölaiusega ja 160-tonnise survejõuga. Programm juhib painutusjärjekorda, tööriistavahetust ning kompenseerib automaatselt materjali elastsust (springback). Kasutatakse standardiseeritud V- ja U-tööriistu koos kohandatud matricetega nii sirgete kui nurksete elementide painutamiseks (näiteks U-profiilid, karbid, sulundid). Painutusraadius ja töönurk arvutatakse vastavalt materjali paksusele, voolavuspiirile ja minimaalsetele
painutusraadiustele (DIN standardite järgi).

Lehelõikus (giljotiin / võimalusel ka CNC-laser)
Giljotiinlõikus toimub hüdraulilisel giljotiinpingil kuni 6 mm musta terase ja 4 mm roostevaba lehe puhul, lõikepikkusega kuni 3 meetrit. Lõikeserv jääb sirge ja täpne, ilma tugeva deformeerimiseta. Töödeldav materjal kinnitatakse pneumaatiliste hoidikutega, et vältida lehe liikumist ja kaldumist lõike käigus. Lõikeprotsess toimub jooniste põhjal ning vajadusel kombineeritakse see stantsimise või puurimise operatsioonidega. CNC-laser (kui ettevõttes olemas) võimaldaks veelgi suuremat täpsust ja keerulisemate kontuuride lõikust, sh sisemised avad ja märgised.
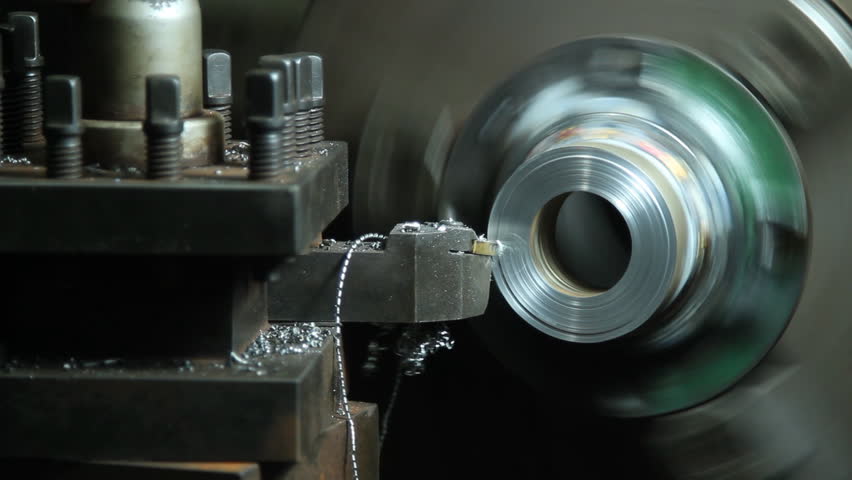
Treimine – manuaalne (üheosade ja väikeseeria täpsustöötlus)
Manuaaltreimine sobib ideaalselt üksikdetailide, prototüüpide ja väikeste partiide tootmiseks, kus on vaja paindlikkust, täpsust ja operatiivset lähenemist. Töötleme erinevaid materjale – S235/S355 süsinikteras, roostevaba teras (nt 1.4301), alumiinium, vask ja plastikud (nt POM, PEHD). Masinapargis kasutame universaalseid horisontaalseid treipinke, mis võimaldavad töödeldava detaili läbimõõtu kuni ~400 mm ja pikkust kuni ~1000 mm (täpsustame vastavalt reaalsele
masinale).
Tüüpilised operatsioonid:
- silindriline ja astmeline treimine
- koonuspinnad
- sise- ja väliskeermed (M, G, UN)
- võlliotsad, astmed, sooned
- ava laiendused ja istude sobitused
Kõik detailid töödeldakse vastavalt tehnilisele joonisele või kliendi näidise alusel. Vajadusel mõõdetakse tulemused nihikute, mikromeetrite ja tolerantsnäitajate põhjal (IT6–IT8 klass).
Manuaalne treimine on efektiivne ka siis, kui detaili keerukus ei õigusta CNC-töötluse seadistusaega.

Värvimine
Metallpindade kaitse ja viimistlus toimub märgvärvimise teel, millele eelneb standardne pinnaettevalmistus – näiteks fosfateerimine või liivapritsitöötlus.