Mahdollisuudet
Hitsaus (EN 1090-2 EXC2 / ISO 3834 -standardit)
Egesten Met suorittaa teräsrakenteiden hitsausta EN 1090-2 -standardin tarkkuusluokan EXC2 mukaisesti ja noudattaa hitsausprosessien laadunvalvontaa ISO 3834 -vaatimusten mukaisesti. Käytössä on pääasiassa MIG-hitsausprosessi. Hitsauksia edeltää WPS:n (Welding Procedure Specification) noudattaminen, jonka pohjalta on laadittu WPQR (Welding Procedure Qualification Record), ja jokainen hitsaaja on pätevöitetty EN ISO 9606-1 -standardin mukaisesti. Hitsisaumojen visuaalinen tarkastus ja tarvittaessa rikkomaton aineenkoetus (NDT – esim. magneettijauhe- tai ultraäänitestaus) takaavat liitosten lujuuden ja vastaavuuden projektidokumentaation kanssa.


Plasmaleikkaus (CNC Hypertherm -järjestelmät)
CNC-plasmaleikkaus suoritetaan Hypertherm Powermax -laitteella tai vastaavalla tarkkuusleikkaukseen tarkoitetulla plasmaleikkurilla, jolla mustan teräksen leikkauskapasiteetti on jopa 30 mm ja ruostumattoman teräksen noin 15 mm. Leikkaustiedostot toimitetaan CAD-piirustuksina .dxf- tai .dwg-muodossa, joiden pohjalta optimoidaan levyn käyttö (nesting) ja leikkausnopeus. Plasmaprosessi mahdollistaa pienen lämpömuodonmuutoksen tarkat leikkaukset myös hienoille yksityiskohdille ja aukoille. Tarvittaessa tehdään jälkikäsittely (reunan siistiminen) ennen taivutusta tai hitsausta.
Ohutlevyn taivutus (CNC-servopuristin, 100–160 tonnia)
Taivutus suoritetaan CNC-ohjatulla servopuristimella (esim. Amada, LVD tai Bystronic), jonka työleveys on jopa 3000 mm ja puristusvoima 160 tonnia. Ohjelma ohjaa taivutusjärjestyksen, työkalujen vaihdon ja materiaalin jousipalautuksen automaattisen kompensoinnin. Käytetään standardoituja V- ja U-muotoisia työkaluja sekä räätälöityjä matriiseja suorien ja kulmaelementtien taivutukseen (esim. U-profiilit, kotelot, lukitukset). Taivutussäde ja kulma lasketaan materiaalin paksuuden, myötörajan ja vähimmäissäteiden (DIN-standardien) perusteella.

Levyn leikkaus (giljotiini / mahdollisesti myös CNC-laser)
Giljotiinileikkaus tehdään hydraulisella giljotiinilla, joka mahdollistaa leikkauksen jopa 6 mm mustalla teräksellä ja 4 mm ruostumattomalla levyllä, enintään 3 metrin pituudella. Leikkausreunasta tulee suora ja tarkka ilman merkittävää muodonmuutosta. Työstettävä materiaali kiinnitetään pneumaattisilla puristimilla levyn liikkumisen estämiseksi. Leikkaus tehdään piirustusten perusteella ja voidaan yhdistää lävistys- tai porausoperaatioihin. Mikäli yrityksellä on käytössään CNC-laser, se mahdollistaa entistä suuremman tarkkuuden ja monimutkaisempien muotojen leikkauksen, myös sisäiset aukot ja merkinnät.
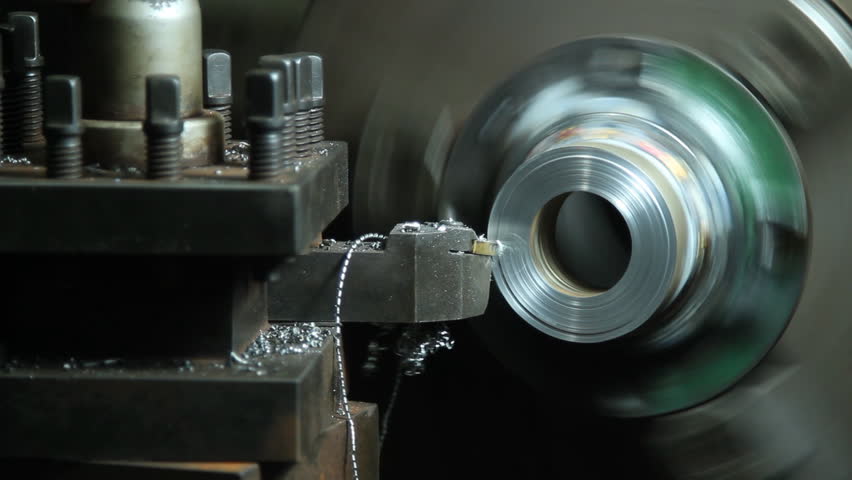
Sorvaus – manuaalinen (yksittäis- ja pientuotesarjatarkkuustyöstö)
Manuaalisorvaus soveltuu erinomaisesti yksittäisosien, prototyyppien ja pienten sarjojen valmistukseen, joissa tarvitaan joustavuutta, tarkkuutta ja nopeaa reagointia. Työstämme monenlaisia materiaaleja: S235/S355-hiiliteräs, ruostumaton teräs (esim. 1.4301), alumiini, kupari sekä muovit (esim. POM, PEHD). Konekannassa on käytössä universaalit vaakasorvit, joilla voidaan työstää jopa 400 mm halkaisijaltaan ja 1000 mm pituisia osia (tarkennetaan käytössä olevan koneen mukaan).
Tyypillisiä operaatioita:
-
sylinterimäinen ja porrastettu sorvaus
-
kartiopinnat
-
sisä- ja ulkokierteet (M, G, UN)
-
akselinpäät, portaat, urat
-
reikien laajennukset ja istukoiden sovitukset
Kaikki osat valmistetaan teknisen piirustuksen tai asiakkaan näytteen perusteella. Tarvittaessa mitataan tulokset työntömitoilla, mikrometreillä ja toleranssiluokilla (IT6–IT8). Manuaalisorvaus on kustannustehokas ratkaisu erityisesti silloin, kun osan monimutkaisuus ei oikeuta CNC-koneistuksen asetusaikaa.

Maalaus
Metallipintojen suojaus ja viimeistely tehdään märkämaalauksena, jota edeltää standardin mukainen pinnan esikäsittely – esimerkiksi fosfatointi tai hiekkapuhallus.